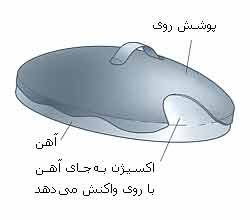
تحویل گیرنده بار باید در هنگام تحویل بار سیاه به نکات زیر که همراه با شکل توضیح داده شده است دقت نموده و در صورت مشاهده هرگونه ایراد یا مواردی که در گالوانیزاسیون ایجاد اشکال می نماید مراتب را به مسئول مربوطه اطلاع داده تا رفع عیب گردد و یا در صورت لزوم برای رفع آن عودت داده شود. با توجه به مکان و میزان بار سیاه قرار دادن قطعات آنها در مکانی که جابجایی آنها راحت تر باشد و همچنین از زنگ زدگی زیاد آنها جلوگیری شود حائز اهمیت است.
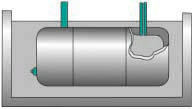
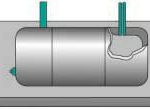
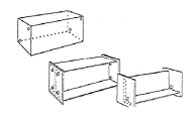
مخازنی که فقط سطح خارج آنها گالوانیزه می شود جهت جلوگیری از انفجار این قطعات در داخل آب مذاب می بایست به لوله هایی جهت ورود و خروج هوا هنگام غوطه وری در وان مذاب مجهز شوند که ارتباط فضای داخل مخزن را با فضای بیرون از وان برقرار می نمایند.
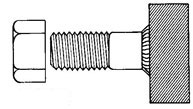
در هنگام ساخت پیچ و مهره هایی که به صورت گالوانیزه گرم پوشش داده می شود باید مهره ها را با تلرانس بالاتری ساخت تا به علت افزایش ضخامت پیچ و مهره در اثر قرار گرفتن روی بر سطح آن ها هیچگونه مشکلی در هنگام باز و بسته کردن مهره به وجود نیاید.
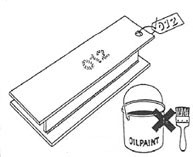
قطعاتی که باید مورد عملیات گالوانیزه گرم قرار گیرند نباید توسط رنگ روغنی و یا اسپری مارک زنی شوند. این قطعات می بایست از طریق مارک های سمبه ای (حک شدنی) و با مارک های آویختنی شماره گذاری شوند.
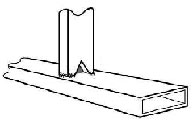
پروفیل های باز جهت اتصال به یکدیگر می بایست کاملا مجزا بوده و گالوانیزه شونده سپس توسط پیچ و مهره اتصال یابند در غیر اینصورت می بایست سطح اتصال جوش داده شود.
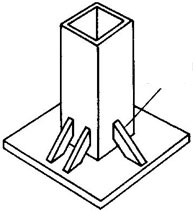
در موقع اتصال بیس پلیت به قطعات مورد نظر جهت انجام عملیات گالوانیزاسیون و می بایست جهت تخلیه مذاب و ورود و خروج هوا به منظور بهتر انجام شدن فرآیند شستشو در کحتهای اتصال وصله ها، محل هایی جهت ورود و خروج مذاب تعبیه گردد.
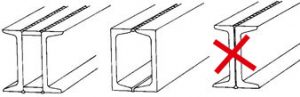
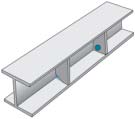
در قطعات مورد نظر جهت گالوانیزاسیون نمی بایست قسمت هایی وجود داشته باشد که سطح دو پروفیل بر هم مماس باشند. این حالت باعث می شود که مراحل شستشو در آن ناحیه کامل انجام نشود و مذاب به آن مناطق نتواند نفوذ نماید. با مرور زمان بر اثر نفوذ رطوبت در آن مناطق باعث شروع شدن فرآیند زنگ زدگی در آن مناطق می گردد.
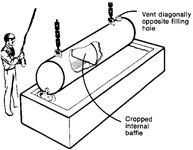
مخازنی که به صورت گالوانیزه گرم پوشش داده می شوند می بایست قبل از شروع عملیات شستشو بر روی آنها محلهایی جهت ورود و خروج محلول های شوینده و مذاب تعبیه شود.
جهت گالوانیزه نمودن قطعاتی که انتهای آنها مسدود شده و امکان جمع شدن مذاب روی در آن مناطق می باشد سوراخ هایی جهت تخلیه مذاب تعبیه گردد.
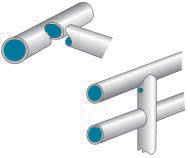
قطعات هندیل و نرده ای ساخته شده از قوطی و یا لوله می بایست در محل های اتصال قطعات به یکدیگر چنانچه در طرح ها مشاهده می شود سوراخ هایی جهت ورود و خروج هوا و مذاب تعبیه گردد.
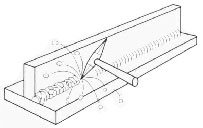
به علت نفوذ کامل مذاب روی در زیر سطوحی که دارای گل جوش می باشند قطعات جوشکاری شده باید قبل از ارسال به کارگاه گالوانیزه کاملا گل جوش آنها رفع شود.
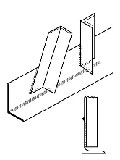
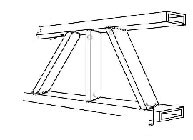
قطعاتی که به وسیله لچکی مستحکم شده اند می بایست بر روی این قطعات در محل استقرار وصله ها محل هایی جهت عبور هوا و تخلیه مذاب پیشبینی کرد.

در قطعات ساخته شده از پروفیل های توخالی می بایست محل هایی جهت ورود و خروج هوا و مذاب تعبیه شود.
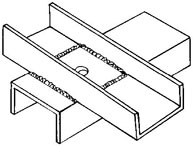
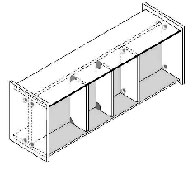
قطعات ساخته شده بصورت مکعب از ورق های با ضخامت کم جهت جلوگیری از تابیده شدن قطعات چنانچه در طرح مشاهده می شود می بایست از داخل مهار شوند این مهار می تواند به صورت دائمی و یا بصورت باز شونده باشد.
چون در فرآیند گالوانیزه گرم در مراحل شستشو قابلیت انجام رنگ زدایی وجود ندارد. قطعاتی که در سطح آن ها رنگ وجود دارد و یا اینکه زنگ زدگی در عمق این قطعات نفوذ کرده است می بایست این قطعات قبل از مراحل شستشو در معرض سندبلاست قرار گیرند.